Wet CNC machining is one of the most impactful process decisions a machining technician can make. If you’re evaluating wet CNC machining versus dry methods, this guide covers everything you need: how coolant works, when to use it, real-world performance data, and a full wet vs dry comparison. At QiaoFeng — founded in 2010 in Daling Mountain Town, Dongguan, Guangdong — we’ve supported 750+ B2B clients across Europe, North America, and Southeast Asia in optimizing their CNC machining processes over 15 years.
Wet CNC machining uses a flood or mist of coolant to lubricate and cool the cutting zone. This method is essential for materials like aluminum, stainless steel, and titanium, where heat management is critical. But wet isn’t always better — dry machining can be advantageous for certain materials and operations. Understanding the trade-offs is key to maximizing efficiency and part quality.
1. Why Wet CNC Machining Matters: Industry Context
The global metalworking fluids market — the backbone of wet CNC machining — was valued at USD 12.8 billion in 2025 and is projected to grow to USD 16.1 billion by 2033 (CAGR 2.7%), according to Grand View Research.[1] This steady growth reflects the manufacturing industry’s continued reliance on coolant-based machining for precision, tool life, and surface quality.
Mordor Intelligence reports the metalworking fluids market volume at 1.63 billion liters in 2026, growing at a CAGR of 1.77% through 2031 — driven primarily by demand from automotive, aerospace, and medical device manufacturers who require tight tolerances and consistent surface finishes that only wet machining reliably delivers.[2]
Meanwhile, the broader CNC machines market — within which wet machining is the dominant process for metal cutting — is projected to reach USD 105.7 billion by 2031, per Mordor Intelligence.[3] For machining technicians and shop owners, understanding wet vs dry machining is not just a technical question — it’s a competitive advantage.
2. Core Benefits of Wet CNC Machining
2.1 Enhanced Heat Dissipation
Coolant absorbs and carries away heat generated during cutting, preventing thermal expansion of the workpiece and ensuring dimensional accuracy. For example, machining a 6061 aluminum part to ±0.001″ tolerance is far more reliable with wet cooling. Without it, heat buildup can cause the material to expand by 0.002″ or more, leading to out-of-tolerance rejects — especially on long production runs where heat accumulates progressively.
2.2 Improved Chip Evacuation
High-pressure coolant flushes chips away from the cutting zone, preventing re-cutting and chip buildup in flutes. This is critical for deep hole drilling and pocket milling. In a steel mold cavity application, switching to wet CNC machining reduced cycle time by 15% because chips no longer clogged the end mill — a direct throughput gain with zero additional investment.
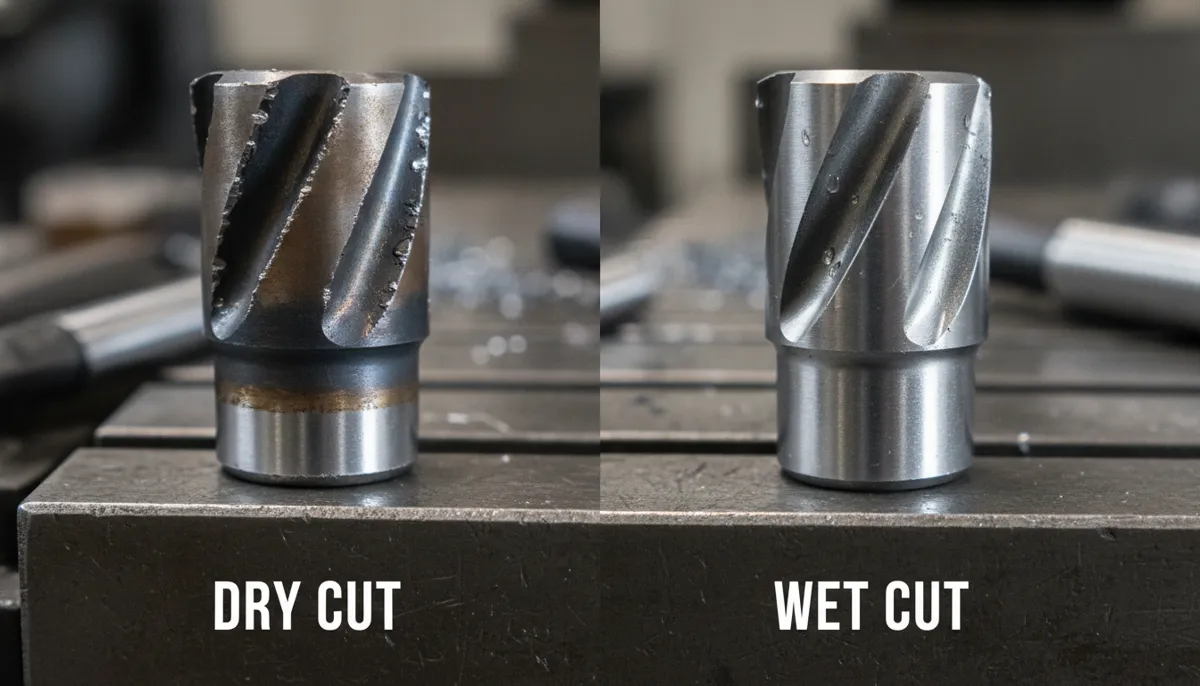
2.3 Extended Tool Life
By reducing cutting temperatures, coolant minimizes thermal shock and edge wear. A carbide end mill cutting 4140 steel at 200 SFM can last up to 3× longer with flood coolant compared to dry machining. This translates directly to lower tooling costs and fewer production interruptions — a critical factor for high-volume B2B operations where tool change downtime compounds across shifts.
2.4 Superior Surface Finish
Lubrication from coolant reduces friction and built-up edge (BUE), resulting in smoother surfaces. For aluminum optical components, wet machining consistently achieves 8–12 Ra microinches, while dry runs average 16 Ra or higher. For customers with tight surface finish specifications, wet machining is often the only viable path to compliance.
2.5 Reduced Fire Risk
When machining flammable materials like magnesium or certain engineering plastics, coolant acts as a fire suppressant. Dry machining of magnesium can produce sparks that ignite chips — a serious safety hazard. Wet CNC machining eliminates this risk, making it the mandatory choice for such materials in any responsible shop environment.
3. Wet CNC Machining vs Dry Machining: Full Comparison
| Parameter | Wet CNC Machining | Dry CNC Machining |
|---|---|---|
| Heat Management | Excellent — active coolant removes heat | Limited — relies on chip evacuation only |
| Tool Life | Up to 3× longer (carbide in steel) | Shorter — higher thermal stress on edge |
| Surface Finish (Aluminum) | 8–12 Ra microinches | 16+ Ra microinches |
| Chip Evacuation | Excellent — coolant flushes chips | Moderate — requires air blast or pauses |
| Dimensional Accuracy | High — thermal expansion controlled | Risk of drift on long runs |
| Best Materials | Steel, stainless, titanium, aluminum | Cast iron, graphite, some plastics |
| Operating Cost | Higher (coolant purchase & disposal) | Lower (no coolant consumables) |
| Environmental Impact | Requires proper coolant disposal | Cleaner — no fluid waste |
| Post-Process Cleaning | Required (degreasing) | Minimal |
| Fire Safety | Safer for flammable materials | Risk with magnesium / some plastics |
| Setup Complexity | Higher (pump, tank, nozzles) | Lower (no coolant system needed) |
| Typical ROI vs Dry | Positive in most metal-cutting applications | Better for low-heat, short-run work |
* Performance figures are based on typical production conditions. Results vary by material, tooling, and machine configuration. Contact QiaoFeng for application-specific guidance.
Not Sure Whether Wet or Dry Machining Is Right for Your Application?
Our engineers — with 15 years of CNC process experience — can review your material, tolerance, and volume requirements and recommend the optimal setup.
4. When to Choose Wet CNC Machining: Real-World Applications
4.1 High-Volume Automotive Steel Components
Challenge: Machining 4140 steel transmission components at high volume — dry machining caused rapid tool wear and inconsistent surface finish, driving up tooling costs and scrap rates.
Solution: Switching to flood coolant wet CNC machining extended carbide end mill life by 2.5×, reduced scrap from 4.2% to 0.8%, and cut tooling costs by over 35% within the first quarter.
4.2 Aerospace Titanium Parts
Challenge: Titanium’s low thermal conductivity means heat concentrates at the cutting edge — dry machining caused rapid tool failure and poor surface finish on aerospace brackets.
Solution: High-pressure through-spindle coolant in wet CNC machining maintained cutting temperatures within acceptable limits, achieving Ra 0.8 μm surface finish and passing first-article inspection without rework.
4.3 Precision Aluminum Optical Components
Challenge: Optical component manufacturer required consistent Ra <12 microinches on 6061 aluminum mirror mounts — dry machining produced variable results due to thermal drift.
Solution: Wet CNC machining with semi-synthetic coolant at 7% concentration delivered consistent 8–10 Ra microinches across entire production runs, eliminating secondary polishing operations.
5. What Machining Technicians Say About Wet CNC Machining
“We switched from dry to wet CNC machining for all our 4140 steel components two years ago. The improvement in tool life was immediate — end mill usage dropped by 50% within the first month. More importantly, our scrap rate fell from 3% to under 0.5% because thermal expansion was no longer an issue. The coolant cost is trivial compared to what we save on tooling and rework alone.”
“Our aerospace subcontracting shop in Toulouse machines titanium and Inconel parts for tier-1 suppliers. We installed QiaoFeng CNC machines with high-pressure through-spindle coolant systems and the difference in tool life and surface consistency has been remarkable. We now hold Ra 0.8 μm on titanium without secondary finishing — something we couldn’t achieve reliably with dry methods. The 2-year warranty and fast European spare parts support gave us confidence in the investment.”
“We run a precision machining shop in Johor Bahru serving the electronics and medical device sectors. Wet CNC machining was a game-changer for our stainless steel implant components — scrap dropped from 6% to under 1% and we passed our ISO 13485 audit without issues. QiaoFeng’s support team in Dongguan is responsive and the retrofit coolant kit they recommended was straightforward to install.”
6. Pros and Cons of Wet CNC Machining
✅ Pros of Wet CNC Machining
- Active heat removal — prevents thermal drift
- Tool life up to 3× longer vs dry
- Superior surface finish (8–12 Ra for aluminum)
- Excellent chip evacuation in deep pockets
- Enables higher cutting speeds & feeds
- Safer for flammable materials (Mg, some plastics)
- Works across steel, titanium, aluminum, composites
- Lower scrap rate on tight-tolerance parts
❌ Cons / Considerations
- Higher operating cost (coolant purchase & disposal)
- Environmental compliance required for fluid disposal
- Parts require degreasing after machining
- Risk of corrosion if coolant not properly maintained
- More complex setup (pump, tank, nozzles, guards)
- Not ideal for cast iron or graphite machining

7. Frequently Asked Questions About Wet CNC Machining
Is wet CNC machining always better than dry?
No. Wet machining excels for materials that generate high heat — such as steel, stainless steel, and titanium — or where tight tolerances are required. However, for materials like cast iron or graphite, coolant can cause issues (rust contamination, abrasive slurry), making dry machining preferable. Some high-speed aluminum operations can also run dry with proper chip evacuation. Always evaluate your specific material, tolerance, and volume requirements before deciding.
What type of coolant is best for wet CNC machining?
Water-soluble coolants (emulsions or synthetics) are most common and cost-effective. For general machining, a 5–10% concentration of semi-synthetic coolant works well across aluminum, steel, and brass. For difficult materials like titanium or Inconel, consider high-lubricity coolants with EP (extreme pressure) additives. Always follow the coolant manufacturer’s concentration recommendations and monitor with a refractometer to prevent bacterial growth or corrosion.
Does wet CNC machining increase cycle time?
In most cases, wet machining reduces cycle time. While coolant application itself adds no time, it enables higher cutting speeds and feeds due to better heat management. Fewer tool changes, less chip clearing, and the ability to push parameters harder all contribute to improved throughput. On deep-pocket milling or drilling, the chip evacuation benefit alone can reduce cycle time by 10–20%.
How do I maintain a wet CNC machining coolant system?
Regular maintenance includes: checking coolant concentration daily with a refractometer, skimming tramp oil weekly, cleaning the tank and replacing filters monthly, and inspecting nozzles for clogs before each shift. Also monitor pH levels — most coolants perform best between pH 8.5–9.5. A well-maintained system lasts years and provides consistent performance. QiaoFeng provides a detailed maintenance checklist with every machine purchase.
Can I retrofit my existing CNC machine for wet machining?
Yes — most CNC machines can be retrofitted with a coolant system. You’ll need a coolant pump, sump tank, plumbing, nozzle holders, and compatible way covers or chip guards. Before retrofitting, verify that the machine’s way covers and seals are rated for coolant exposure to prevent corrosion of linear guides and ball screws. Contact QiaoFeng for retrofit guidance specific to your machine model.
What is QiaoFeng’s warranty and support policy on CNC machines?
All QiaoFeng CNC machines come with a 2-year warranty covering all major components. Our team works closely with each client before purchase to ensure the right machine and coolant configuration is matched to their specific application — significantly reducing the risk of mismatched expectations. Warranty support is provided for all confirmed quality defects. For warranty claims or technical support, contact us at bella@qfcncmachine.com or call +86 151 1824 3737.
Ready to Optimize Your Wet CNC Machining Process?
QiaoFeng has supported 750+ B2B machining operations since 2010. Our engineers will help you configure the right machine and coolant system for your materials, tolerances, and production volume — at no cost.
References
- Grand View Research, Metalworking Fluids Market Size & Share Report, 2026–2033, 2025. View Report →
- Mordor Intelligence, Metal Working Fluids Market Size, Share & Growth Trends Report, 2031, 2026. View Report →
- Mordor Intelligence, CNC Machines Market Size, Share & Growth Trends Report, 2031, 2026. View Report →
- Mordor Intelligence, Machining Centers Market Size, Share & Growth Trends Report, 2024. View Report →