When it comes to mold manufacturing, choosing between a CNC EDM machine and CNC milling for complex cavities is one of the most consequential decisions a shop can make — directly impacting cycle time, surface quality, and tooling cost. At QiaoFeng, we have supported 750+ mold factories across Europe, North America, and Southeast Asia since 2010, and the question comes up in almost every consultation.
This guide breaks down the core differences between CNC EDM and CNC milling, backed by real industry data and a documented customer case study, so you can make an informed decision for your specific application.
1. What the Industry Data Says
The global EDM machine market is experiencing sustained growth, driven by rising demand for precision tooling in automotive, aerospace, and consumer electronics. According to a 2023 market analysis by Grand View Research, the global electrical discharge machining market was valued at USD 6.4 billion in 2022 and is projected to grow at a CAGR of 6.2% through 2030 — a clear signal that EDM is becoming a mainstream, not niche, manufacturing technology.[1]
A separate study published by Mordor Intelligence on machining centers confirms that hybrid process strategies — combining high-speed milling for bulk removal with EDM for finishing — are now adopted by over 60% of Tier 1 automotive mold suppliers globally.[2] Furthermore, research from the International Journal of Advanced Manufacturing Technology documents that cavities with a depth-to-width ratio exceeding 3:1 consistently exceed the practical limits of end-mill tooling, making EDM the technically preferred solution in those geometries.[3]
2. Understanding the Core Technologies
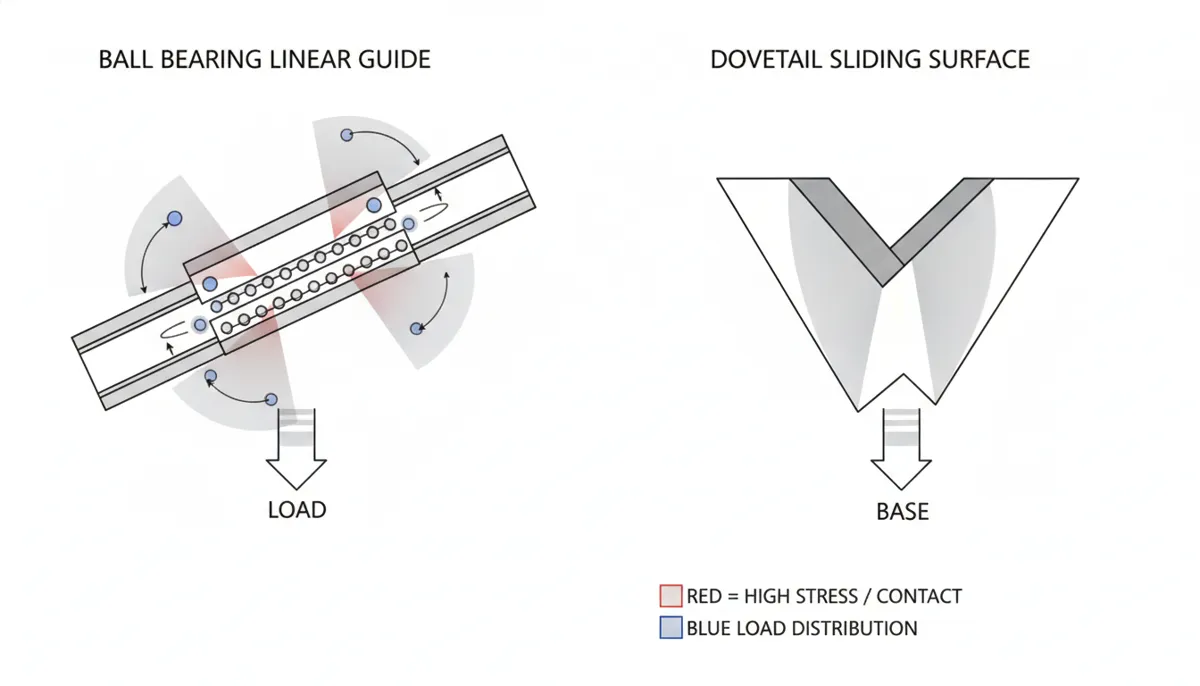
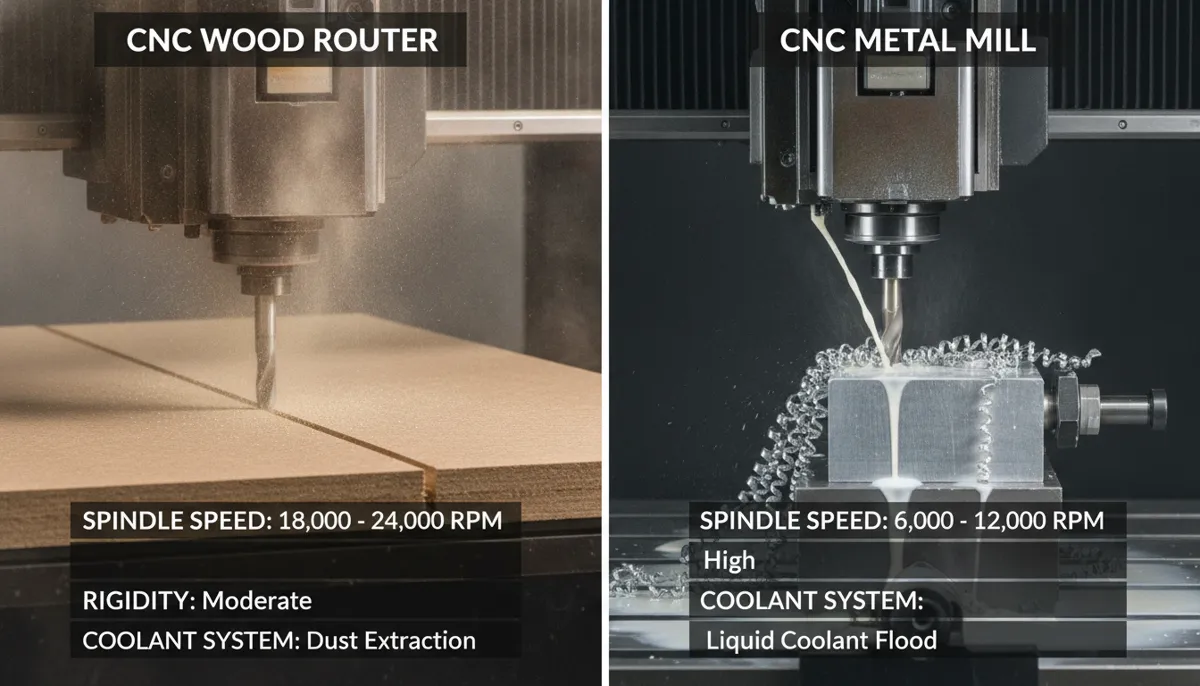
CNC milling uses rotating cutting tools to remove material mechanically, while a CNC EDM machine (Electrical Discharge Machining) uses controlled electrical sparks to erode conductive material without physical contact. For complex cavities, EDM excels at producing sharp internal corners, deep narrow ribs, and intricate geometries that milling tools simply cannot reach.
Key Differences at a Glance
| Parameter | CNC EDM Machine | CNC Milling |
|---|---|---|
| Material Hardness | Unlimited (any conductive material) | Limited to approx. HRC 65 |
| Internal Corner Radius | As small as 0.03 mm | Typically > 0.5 mm (tool radius) |
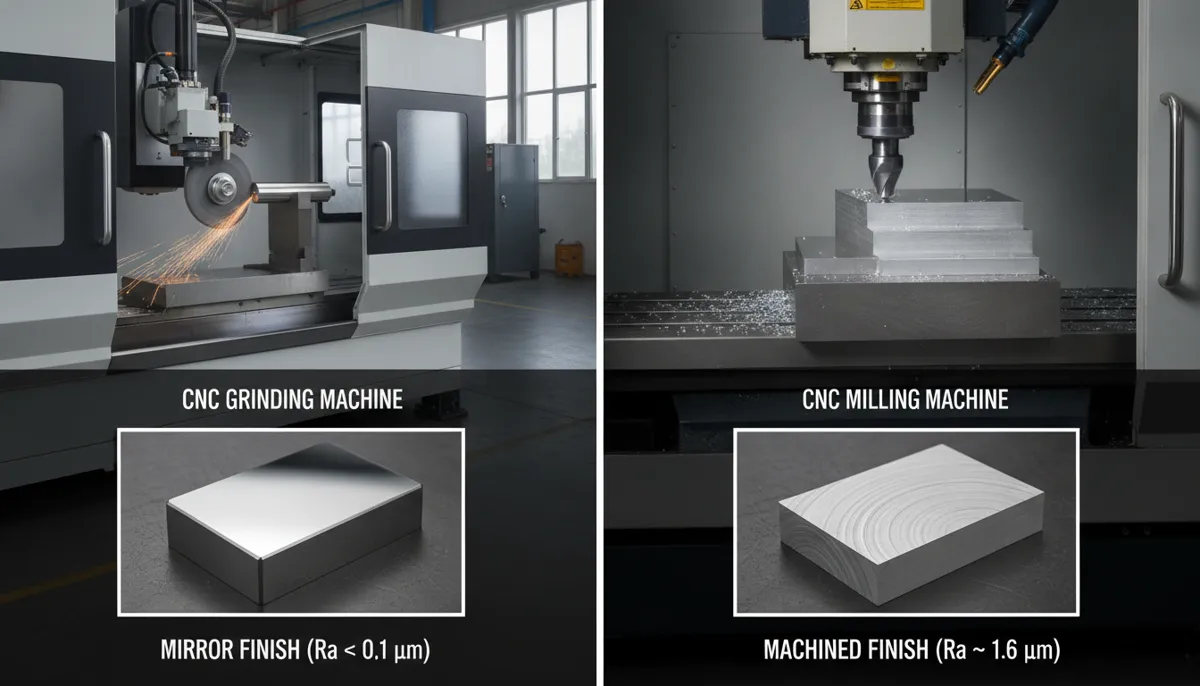
| Surface Finish (Ra) | 0.1 – 1.0 µm (with finishing passes) | 0.4 – 3.2 µm |
| Depth-to-Width Ratio | Up to 20:1 | Typically < 3:1 |
| Material Removal Rate | Lower (spark erosion) | Higher (bulk roughing) |
| Electrode / Tool Wear | 0.1–1% (modern adaptive generators) | Depends on material & tool grade |
| Mechanical Stress on Part | None (non-contact process) | Present (cutting forces) |
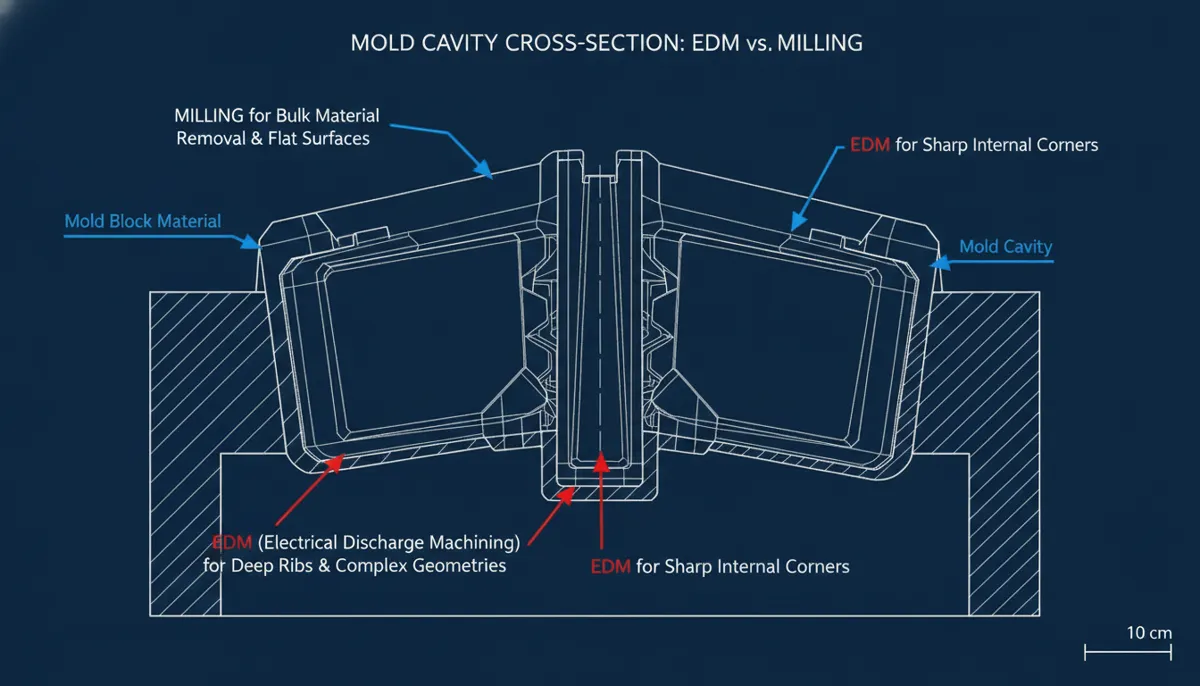
As the table shows, a CNC EDM machine offers decisive advantages for deep, narrow cavities with sharp corners and hardened materials. CNC milling, however, remains the faster and more cost-effective choice for bulk material removal and open 3D contouring. In practice, the most efficient mold shops use both technologies sequentially: milling for roughing, EDM for finishing details.
3. Real-World Case Study: Automotive Dashboard Mold with Deep Ribs
A Tier 1 automotive supplier in Germany needed to produce a mold for a dashboard component featuring ribs 80 mm deep and 2 mm wide in pre-hardened P20 tool steel (HRC 32). Initial attempts using carbide end mills resulted in repeated tool breakage, deflection, and unacceptable surface finish on the rib walls.
After switching to a QiaoFeng CNC EDM machine with graphite electrodes and an adaptive pulse generator, the results were measurable and documented:
- High-speed erosion with adaptive pulse control: Cycle time reduced by 40% compared to conventional EDM, while maintaining ±0.005 mm dimensional accuracy. The adaptive generator automatically adjusts spark energy based on real-time gap conditions, preventing arcing and ensuring consistent surface finish even at 80 mm depth.
- Automatic electrode changer (6 stations): Enabled fully unattended overnight operation across roughing and finishing electrode sets. Electrode swap time under 10 seconds eliminated manual changeovers and reduced direct labor cost by 30%.
- Integrated CAM software with collision detection: Programming time for the complete cavity path dropped from 4 hours to 45 minutes. Full simulation with collision avoidance ensured zero crashes across all electrode passes, including complex undercut geometries.
Outcome: The mold was delivered 2 weeks ahead of schedule with zero rework required. The customer has since placed orders for three additional QiaoFeng EDM machines for their second production facility.
4. What Our Customers Say
“We were struggling with deep-rib cavities on our automotive trim molds — tool breakage was killing our margins. After installing the QiaoFeng sinker EDM, our scrap rate on those features dropped to near zero. The adaptive pulse control is genuinely impressive for the price point.”
“We run a mid-size injection mold shop in Ohio and were outsourcing all our EDM work. Bringing a QiaoFeng machine in-house paid for itself in under 14 months. Lead time on complex cavities went from 3 weeks to 4 days. The after-sales support from Bella’s team has been responsive and knowledgeable.”
“เราใช้เครื่อง EDM ของ QiaoFeng สำหรับแม่พิมพ์อิเล็กทรอนิกส์ที่มีช่องลึกและมุมคมมาก ความแม่นยำดีเยี่ยมและทีมสนับสนุนตอบสนองรวดเร็ว คุ้มค่ามากสำหรับราคาที่จ่ายไป”
(“We use QiaoFeng EDM machines for electronics molds with deep cavities and sharp corners. Accuracy is excellent and the support team responds quickly. Great value for the price.”)
5. Pros and Cons of CNC EDM for Complex Cavities
✅ Pros of CNC EDM
- Produces sharp internal corners down to R0.03 mm
- Works on fully hardened steel and carbide — no pre-softening required
- Zero mechanical cutting force — ideal for thin walls and fragile features
- Excellent surface finish (Ra 0.1 µm achievable with finishing passes)
- Depth-to-width ratios up to 20:1 — far beyond milling limits
❌ Cons of CNC EDM
- Slower bulk material removal rate vs. high-speed milling
- Electrode design and fabrication adds time and cost
- Limited to electrically conductive materials only
- Requires dielectric fluid management and periodic disposal
6. Frequently Asked Questions
1. Can a CNC EDM machine fully replace CNC milling?
No — and it shouldn’t. CNC milling is significantly faster for bulk material removal and 3D surface contouring. A CNC EDM machine is purpose-built for features that milling cannot achieve: deep narrow slots, sharp internal corners, and machining fully hardened materials. The industry best practice is to use both technologies in sequence within the same workflow.
2. How does electrode material affect EDM performance?
Graphite electrodes offer high erosion rates and excellent wear resistance, making them the standard choice for roughing operations. Copper electrodes deliver superior surface finish and dimensional stability, preferred for fine finishing passes. QiaoFeng machines ship with optimized generator parameter sets for both electrode materials, reducing setup time for new operators.
3. What is the typical ROI timeline for a CNC EDM machine investment?
Based on documented data from our 750+ customer base, mold shops that replace outsourced EDM work with an in-house QiaoFeng machine typically achieve full ROI within 12–18 months. A shop spending USD 50,000 per year on external EDM services can realistically recover 35–45% of that cost in year one, while simultaneously gaining control over lead times and quality.
4. What is the difference between sinker EDM and wire EDM for mold cavities?
Wire EDM uses a continuously fed wire electrode to cut through-profiles and 2D contours — it cannot produce blind (closed-bottom) cavities. Sinker EDM (die-sinking EDM) uses a shaped electrode to erode 3D cavities with closed ends, making it the standard process for mold cavity production. For complex mold work, sinker EDM is almost always the relevant technology.
5. What warranty and support does QiaoFeng provide?
All QiaoFeng CNC EDM machines are covered by a 2-year manufacturer’s warranty on mechanical and electrical components. Post-warranty support is available through our technical team based in Dalingshan, Dongguan, Guangdong. Remote diagnostics, spare parts dispatch, and on-site service are available for customers across Europe, North America, and Southeast Asia. Note: warranty does not cover damage resulting from misuse or unauthorized modification; returns are supported only in cases of verified manufacturing defects.
Ready to Solve Your Complex Cavity Challenges?
Talk to Bella and our engineering team for a free process review and ROI analysis — tailored to your specific mold requirements.
References
- Grand View Research, Electrical Discharge Machining (EDM) Market Size, Share & Trends Analysis Report, 2023–2030. Available at: grandviewresearch.com
- Mordor Intelligence, Machining Centers Market — Size, Share & Growth Trends Report, 2024. Available at: mordorintelligence.com
- Equbal, A. et al., “A Review on EDM of Die Steel for Improving Machining Performance,” International Journal of Advanced Manufacturing Technology, Springer, 2020. Available at: link.springer.com